新闻中心

上海吉都国际贸易有限公司
热线:021-3765 2176
info@guido-tools.com
上海市松江区茸梅路345号3栋
连续的长切屑缠绕在刀具或工件周围。原因通常是低进给、切深小。

| 原因 | 解决方案 |
|
|
|
|
|
|
|
|
切屑非常短,通常粘结在一起,原因是断屑过碎。
由于切削刃上的切屑负荷较高,断屑过碎通常会导致刀具寿命缩短,甚至导致刀片破裂。
| 原因 | 解决方案 |
|
|
|
|
|
|
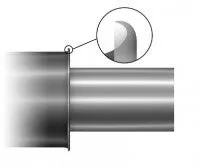
表面看上去和摸上去呈“毛状”,不满足公差要求。

| 原因 | 解决方案 |
|
|
|
|
|
|
对工件进刀或退刀时,在工件上形成毛刺。
| 原因 | 解决方案 |
|
|
|
|
|
|
由于刀具或刀具安装导致振痕或颤痕,因此径向切削力较高。通常出现在使用镗杆进行内圆加工时。

| 原因 | 解决方案 |
|
|
|
|
|
|
|
|
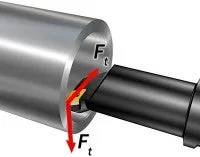
高切向切削力。

| 原因 | 解决方案 |
|
|
|
|
|
|
|
|
|
|
为了实现最佳切削参数、尽可能好的零件质量和尽可能长的刀具寿命,请务必记得在加工后检查刀片/切削刃。将不同形式的刀片磨损的原因及解决方案列表用作成功车削的参考。
|
|
原因 | 解决方案 |

后刀面磨损 |
|
|
|
沟槽磨损 
|
|
|
|
月牙洼磨损 
|
|
|
 
塑性变形 |
|
|
|
积屑瘤 (B.U.E) 
|
|
|
|
破损 
|
|
|
|
切削刃崩刃 
|
|
|
|
热裂纹 
|
|
|
|
破裂 
|
|
|
|
表面崩裂 - 陶瓷刀片 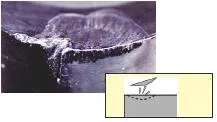
|
|
|
|
切削区域外崩刃 
|
|
|
扫码关注我们

官方微信

官方网站
 CH
CH EN
EN 021-37652176
021-37652176